Deep Drawing Performance
Restoring Part Performance.
In manufacturing, small changes can have big effects. A subtle difference in processing or material behavior can ripple through production lines, shifting outcomes that once felt predictable.
For Worthington Steel, those moments are opportunities. They are an opportunity to look deeper, think differently, and demonstrate what partnership truly means.
This article will walk you through the following:
That was exactly the case when Andrew Hamilton, a Technical Services Manager at Worthington Steel, was asked to help a long-term customer facing an unexpected performance issue with a new steel component, similar in design to parts the customer had successfully produced in the past.
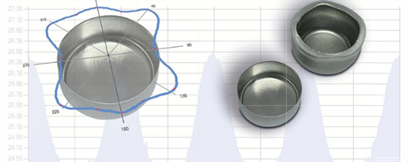
The part in question was a deep-drawn cylindrical form, a shape the customer had made many times before, but this new version was not performing as expected.
The steel was not behaving as it had in prior, comparable applications. What had previously been a smooth, repeatable process was suddenly producing slightly out-of-round parts. The difference was small but enough to disrupt the customer's manufacturing line and raise concerns.
Key Challenges Identified:
- Loss of part roundness in a deep-drawn cylindrical component
- Subtle differences in planar anisotropy between steel types
- No existing R-value specification data for this grade
- Risk of production disruption and potential supply interruption
When the customer reached out, Andrew's team immediately stepped in.
"We were getting feedback that the part was losing roundness," Andrew recalled. "On paper, everything looked right. The chemistry, the mechanical properties, and the cold rolling process. But the performance was different."
The customer had used similar material in another application without issue, which made the situation even more puzzling. That earlier part had a different treatment of the drawn sidewall than the new one. "That difference mattered more than anyone expected," Andrew said. "It changed how sensitive the part was to out-of-round conditions."
What followed was a collaborative deep dive into what was really happening.
"On paper, everything looked right. The chemistry, the mechanical properties, and the cold rolling process. But the performance was different."
- Andrew Hamilton, Technical Service Manager & Metallurgist
How R-Value and Planar Anisotropy Impact Part Roundness
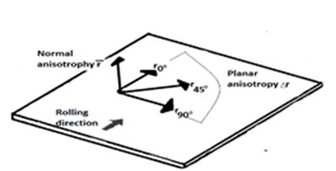
Andrew's team began with data. They focused on a factor known as R-value, or plastic strain ratio, which measures how steel deforms during drawing and how evenly it stretches in different directions. For a deep-drawn component, this can help explain how well a part will maintain its shape.
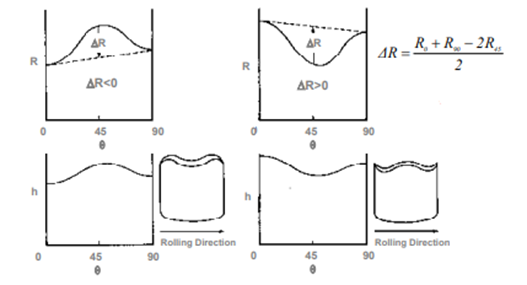
"We analyzed R-value data to look at planar anisotropy, which basically means differences in how sheet material thins depending on direction within a single plane," Andrew explained. "We compared that across the two types of steel the customer had used before."
"We had to interpret the data with input from the customer to connect what we saw in the lab to what was happening on their line."
- Andrew Hamilton, Technical Service Manager & Metallurgist
The analysis was not straightforward. Because the R-value is not typically included in the standard specification for this type of high-strength steel, the team had no existing data to reference. They had to generate new data and interpret how differences in R-value were affecting the part's performance, making the investigation feel more like detective work than a routine test.
"It was a complex process to unravel," he said. "We had to interpret the data with input from the customer to connect what we saw in the lab to what was happening on their production line."
They discovered a subtle but meaningful difference in planar anisotropy between the two steel types the customer has used. This difference explained the roundness issue and guided the team toward adjustments that could bring the performance closer to the customer's expectations.
"The lab-scale work gave us the data we needed to pick the best direction before we ever went back to the line."
- Andrew Hamilton, Technical Service Manager & Metallurgist
Using AI and Material Research to Diagnose Deep Drawing Performance
Finding the cause was only half the challenge. The next question was how to fix it.
Andrew's team began exploring ways to adjust the cold-rolling process to fine-tune the steel's anisotropy performance. But before committing to any large-scale production trials, they wanted to confirm their hypothesis. That is when they turned to research and a little help from artificial intelligence.
"We used AI to speed up our literature review," Andrew said. "ChatGPT helped us summarize and filter through published work on planar anisotropy in cold-rolled HSLA steels. That let us focus on the most relevant findings instead of spending days reading everything."
Using AI this way was not about replacing human expertise. It aimed to accelerate the discovery process, enabling the team to quickly narrow potential solutions and providing an efficient, informed starting point for testing.
With this foundation, they moved to Worthington Steel's in-house lab. Instead of scheduling multiple full-scale production runs, the team recreated the rolling and annealing conditions on lab equipment. They each one's R-value performance.
To validate the solution, the team:
- Recreated rolling and annealing conditions at lab scale
- Tested 10 process variations in just two days
- Measured R-value performance for each sample
- Identified the optimal processing parameters before returning to production
"In just two days, we produced and tested ten samples," Andrew said. "If we had done that through full-scale production trials, it would have taken weeks and much more material. The lab-scale work gave us the data we needed to pick the best direction before we ever went back to the line."
This rapid, data-driven approach became the turning point.
Lab-Scale Testing and Process Optimization for Deep Drawing Steel
With the lab results, Worthington Steel implemented the most promising process adjustments in steel production. The first trial run of the updated processing parameters exceeded expectations.
"The first production trial not only met our R-value targets," Andrew said, "but the customer told us on a conference call that they were seeing higher productivity than they had seen in the history of this part."
For a customer who had started the conversation unsure that a solution was possible, that feedback was a powerful testament to Worthington Steel's commitment and capability.
"This was a really tough situation," Andrew reflected. "There was uncertainty about the feasibility of solving the problem in time to avoid a supply disruption. But we saw it as a challenge and an opportunity to show what we can do. Everyone involved stepped up."
Cross-Functional Collaboration to Resolve Deep Drawing Imperfections
Behind the technical success was something even more defining: Worthington Steel's culture of teamwork and ownership.
Andrew credits the outcome not only to tools and analysis but also to the team's willingness to move quickly, communicate openly, and trust each other's expertise. Everyone worked toward the same goal, from plant engineers and lab staff to customer support and the commercial group.
"It was a team effort," he said. "We were all on the same page, understanding the urgency, sharing data, and doing what needed to be done. That is what made it successful."
This approach reflects Worthington Steel's broader philosophy. The company does not just supply steel; it builds relationships grounded in partnership and performance. Each challenge is viewed as an opportunity to strengthen that bond and deliver value beyond the product.
Lessons for the Future
For Andrew, one of the biggest takeaways from this case is how technology and teamwork can accelerate innovation when they work together.
"Tools like AI are powerful, but they work best when combined with experience," he said. "In this case, it helped us find the right information faster. But it was the people, the collaboration, the testing, and the follow-through that made the difference."
That balance of human insight and technological capability is central to Worthington Steel's work ethic. It enables the company to solve problems quickly, adapt processes intelligently, and deliver solutions that keep customers' operations running smoothly.
Ultimately, what began as a serious production challenge became a success story about agility, innovation, and trust.
Worthington Steel did not just help a customer get back on track. It reaffirmed what has long defined its identity: a commitment to quality, curiosity, and collaboration that drives steel forward in every sense of the word.
About Worthington Steel
Since 1955, Worthington Flat Roll Steel has been delivering top-quality service that enables our customers to do the same for themselves. Our steel processing capabilities serve a variety of markets, including automotive, heavy truck, agriculture, energy, construction, and many others.
Our commitment to our customers' business goes far beyond supplying steel. We provide advanced materials support, buying strategies, supply chain solutions, and the highest level of customer service and collaboration.
If you are interested in learning more about us at Worthington Steel, want to view our capabilities, or have a question that we can help you answer, please explore our website or call us at 1.800.944.3733. We are here to be partners for your manufacturing goals.
With 70 years of experience, we have the resources to help you.


